
Selektivní sklízeč chřestu s autonomním robotem
AvL Motion otevírá novou cestu - se strojem pro selektivní sklizeň bílého chřestu, „zdobeným“ vysoce přesnými senzory, jakož i RFID a sběrnicovými technologiemi od společnosti Turck
Nizozemská startupová společnost AvL Motion uvedla na trh stroj pro plně autonomní selektivní sklizeň bílého chřestu. Při hledání ultrazvukového senzoru pro regulaci výšky narazila společnost na RU40U kompatibilní s IO-Link od společnosti Turck. Díky následné spolupráci bylo do vozidla integrováno více senzorových technologií, včetně miniaturních indukčních bezdotykových snímačů, přesných enkodérů, laserových senzorů LE550 od společnosti Banner Engineering a robustního lineárního snímače polohy Li500-Q25. Společnost AvL také používá RFID čtecí / zapisovací hlavu TN-Q14 k identifikaci modulů pro sklizeň, zatímco kompaktní I/O modul TBEN-S2-4IOL přenáší IO-Link signály do PLC.
-turck-image.jpg)
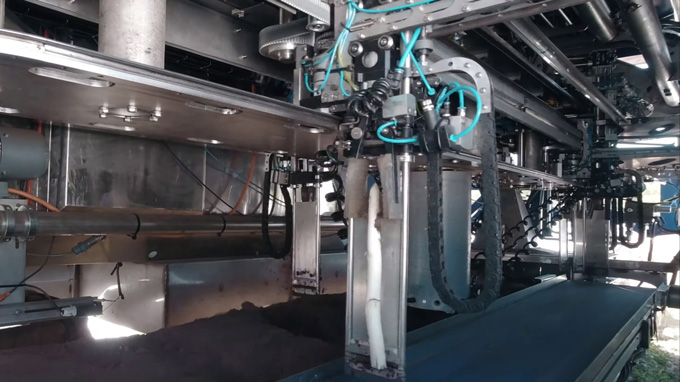
The AvL Compact S1560 pulls asparagus spears automatically from the soil

Six to twelve harvesting modules are located on the machine

AvL founder Arno van Lankveld uses Turck's IO-Link ultrasonic sensor RU40U

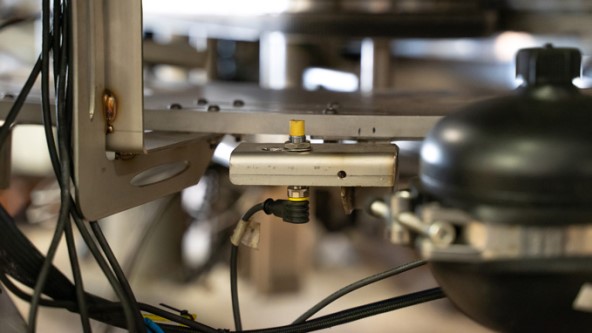
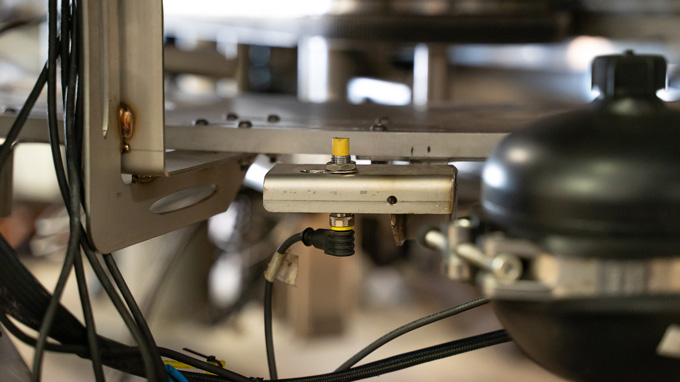
Thanks to its robust design, the Li500-Q25 sensor can also be fitted outside above the front axle

BI3-M08K miniature sensors in the buffer area detect the number of harvesting cassettes
When a cassette passes the NI10U-M12, the PLC starts the timer for a harvesting operation

Turck encoders report at which position of the buffer a harvesting module is currently available

On the driver's platform, a worker packs the asparagus into boxes and has control of the harvester

The TBEN-S2-4IOL multiprotocol device is used as an interface between sensors and PLC
-turck-thumbnail.jpg)








.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ovládání výšky pomocí ultrazvukového senzoru s IO-Link
AvL Motion používá dva z ultrazvukových senzorů RU40U s IO-Link k měření vzdálenosti mezi chřestovým ložem a pneumaticky ovládaným vnitřním rámem stroje. I přes částečně zaprášené nebo deštěm podmáčené podloží umožňují senzory stabilní měření výšky, které mohou uživatelé nastavit na HMI. "Společnost Turck na nás udělala dojem vynikající kvalitou a rychlým dodáním svého produktu. Zůstali jsme proto u výrobce dalších komponent", říká generální ředitel AvL Arno van Lankveld.
Optický proces nahrazuje trénované oko
Proces sklizně modelu AvL Compact S1560 je velmi dynamický. Jakmile je stroj umístěn a uveden do pohybu, je skenován povrch půdy. Přesné umístění špičky chřestu detekuje hlavní kontrolér pomocí laserových senzorů spolu s dalším optickým procesem. Variabilní počet modulů pro sklizeň se v procesu pohybuje kolem kruhové dráhy uvnitř robota. V současné době se jedná o dvanáct přibližně 25 centimetrů vysokých kazet. Upravují se podle rychlosti robota a řídí celý proces vkládání, řezání a uchopení.
Jemné doladění modulu sklizně
Řídicí jednotka nejen potřebuje k vyladění procesu sklizně souřadnice vybraných chřestových výhodnků, ale také nepřetržitý tok informací o poloze a pohybu modulů. Začíná to dotazem, kolik kazet je aktuálně umístěno ve vyrovnávací paměti, tj. kolik je v parkovací poloze, a ty, které aktuálně detekují chřest v okruhu. K tomu AvL používá malé indukční senzory BI3-M08K. Přesná identifikace sklízecích modulů je implementována pomocí RFID - pomocí HF čtecí / zapisovací hlavy TN-Q14, která čte kód každé kazety. K tomu se přidává detekce polohy poskytovaná rotačním enkodérem.
Indukční senzor spouští časovač
Jakmile sklízecí stroj spustí svůj obvod, použije bezkontaktní snímač typu NI10U-M12 uprox, který nastavuje chod časovače pro proces sklizně v PLC. Vzhledem k tomu, že chřestová výhonky nerostou v přesných řadách, mohou se sklízecí moduly kromě pohybu po kruhové dráze pohybovat také doleva nebo doprava. Tento pohyb je poháněn stlačeným vzduchem, a proto je vždy zpožděn o několik desetin sekundy. Aby bylo přesto zajištěno správné polohování kazet, PLC získává informace o vzdálenosti mezi počáteční a cílovou polohou modulů, měřením pomocí laserových senzorů LE550 od partnera společnosti společnosti Turck, Banner Engineering.
Otočný manévr pomocí joysticku
Obsluha používá externí řídicí modul k ovládání rychlosti a hydrostatického řízení sklízecího stroje. Dva snímače Turck měří otáčky kol; AvL používá k měření polohy kola indukční lineární snímač polohy. Za tímto účelem je polohovací prvek snímače LI500-Q25 spojen s pístem válce řízení. Tímto způsobem vypočítá hlavní počítač úhel obou kol pouze pomocí jedné hodnoty - obsluha může stroj snadno otáčet pomocí joysticku. Na rozdíl od konkurenčních modelů nemusí zemědělci připojovat AvL Compact S1560 k traktoru.
Další informace
- c04b_DOWNLOAD-Item 37617 [PDF, MB]
- Video (YouTube): Plně automatický robot na sklízení bílého chřestu
- Na první pohled: Portfólio enkodérů pro mnoho průmyslových aplikací
- Vazba na produkt: Ultrazvukový senzor RU40U-M18E-LIU2PN8X2T-H1151
- Vazba na produkt: Indukční senzor BI3-M08K-AP6X-V1131
- Vazba na produkt: Indukční senzor NI10U-M12-AP6X-H1141
- Vazba na produkt: Indukční lineární snímač polohy LI500P0-Q25LM0-LIU5X3-H1151
- Vazba na produkt: Optický senzor LE550IQ
- Vazba na produkt: Optický senzor s IO-Link LE550KQ
- Vazba na produkt: HF-RFID čtecí / zapisovací hlava TN-Q14-0.15-RS4.47T
- Vazba na produkt: Kompaktní multiprotokolový I/O modul TBEN-S2-4IOL
- Stáhnout celý článek – more12050e [PDF, 1,31 MB]
- Automobilový průmysl
- Modulární flexibilita a bezpečnost při výrobě filtrů
- Chytrý kabel zabraňuje výpadkům stroje
- Indukční vazba zajišťuje přesný posuv materiálu
- Řízení montáží s přímým připojením MES
- Detekce karoserie v automobilové výrobě
- Spolehlivá detekce výrobních palet ve výrobě automobilů
- Bezchybné zpracování objednávek JIS pro nárazníky
- Laserový senzor detekuje lesklé plechové válce při výrobě baterií
- Režim RFID bus zajišťuje kvalitu lithium-iontových baterií
- Měření hladiny v ponorné lakovací lince
- Kontrola hladiny v centrálním mazacím systému
- Zajištění kvality lepicího robota
- Snímač úhlu náklonu urychluje vyrovnání plošiny
- Řízení motoru s monitorováním stavu
- Hybridní modul IP67 zpracovává bezpečnostní signály
- Decentralizovaná kontrola chladicí stanice
- Robotické svařovací buňky propojené Ethernetem
- Monitorování chladícího obvodu na svařovacích svorkách
- Sledování průtoku v bubnových myčkách
- Měření tloušťky plechu
- Sledování stavu motorů
- Hlídání hladiny v cloudu
- Lisovna – Identifikace nástrojů
- Karosárna
- Lakovna – Identifikace vozíku
- Závěrečná montáž
- Hnací ústrojí
- Zabezpečení prostoru pro robotické buňky
- Detekce jednotlivých výrobků pomocí UHF RFID
- Dodávka chladicí emulze ve strojních nástrojích
- Lisovna – Řízení hydraulického tlaku
- Měření procesního tlaku na nůžkových zvedácích
- Inspekce svařovacích hrotů v automobilovém průmyslu
- Svařovací stance s ručním zakládáním
- Detekce černých součástí na černých dveřích
- Detekce střešního okna automobilu
- Detekce z velké vzdálenosti při výrobě automobilu
- Detekce gumové podložky na bloku motoru
- Detekce správné pozice bloku motoru
- Detekce elektrovozidel
- Detekce vozidel v automatické myčce
- ÚSPĚŠNÉ APLIKACE
- Řešení RFID pro sběr dat ve výrobě statorů
- Automatizace a řízení plnicích stanic vodíku
- Modulární zařízení pro flexibilní a efektivní výrobu
- Laser Sensor Detects Black Bumpers in Assembly Cell
- Decentralizovaná bezpečnostní technologie pro modulární výrobu [EN]
- Modulární dopravníkový systém
- RFID and I/O modules for Safe Tool Changes
- RFID Guides AGV in Suspension Production
- Výroba tlumičů využívá rozdělovače IO-Link
- Identifikace nosiče obrobků při výrobě větracího systému
- Detekce přivařených matic
- Sledování pomocí RFID
- RFID v motorárně
- Výroba nárazníků s identifikací
- Řešení pro lakovnu
- Senzory do svařoven a na montážní linky
- Úhlové senzory pro montážní systémy
- Identifikace nástrojů
- Pick-to-Light pro montáž
- RFID identifikace vstřikovacích trysek
- RFID v karosárně
- IO-Link ulehčuje výrobu různých převodovek
- Chemický průmysl
- I/O systém excom umožňuje bezpečné zkapalňování vodíku
- Decentralizovaná automatizace v Ex prostředí
- RFID kontrola trubkových spojení v Ex oblasti
- Přivedení signálů do velínu pomocí ethernetu
- Automatizace modulárních zařízení v prostředí s nebezpečím výbuchu využívající ethernet
- Oddělení signálů v modulárních buňkách v Ex prostředí
- Detekce ježků
- Vzdálené I/O rozhraní
- Snadné připojení polní instrumentace
- Zpracování signálu pomocí systémových I/O v rozvaděči
- Oddělení a zpracování signálu v řídícím rozvaděči
- Identifikace připojení hadic
- Efektivní monitorování stavu rozvaděčů
- Monitorování čtvrtotáčkového aktuátoru
- Plánování a montáž systémových řešení
- Úspěšné aplikace
- Monitor rozváděče pro přenos dat o stavu
- Záznam naplnění sila v reálném čase díky technologii Sensor-to-Cloud
- Efektivní chlazení průmyslových pecí pomocí snímačů průtoku FS+ společnosti Turck
- I/O System Excom Creates Space in the I&C Rooms
- RFID v zóně 2 a 22
- Efektivní řízení testování
- Jiskrově bezpečná komunikace
- Společný systém řízení procesu
- Vzdálené vstupy/výstupy v prostředí s nebezpečím výbuchu
- Poloha dvojitého ventilu
- Flexibilita díky sběrnici
- Asset Management se vzdálenými vstupy/výstupy
- Correct Positioning with RFID in Carbid Production
- Fast conversion in restricted space
- Energetický průmysl
- Kapacitní senzor detekuje hladinu v peletovém topném systému
- Systém RFID identifikuje nosiče solárních článků
- Decentralizovaný I/O systém pro nebezpečné oblasti na čerpacích stanicích H2
- Decentralizované řešení I/O v Ex zóně pro čerpací stanici H2
- I/O modul usnadňuje nastavení a mobilní použití zkušebního stanoviště palivových článků
- Polohování rotoru větrné elektrárny
- I/O v IP67 při těžbě uhlí
- UHF RFID Identifies Switch Gear
- Vzdálené I/O v bioplynové stanici
- Potravinářský průmysl
- Sledování pomocí RFID snižuje plýtvání potravinami při výrobě zmrzliny
- Senzor monitorování stavu automatizuje ovládání klimatizace
- Kontrola stavu rozvaděčů
- Sledování prostředí ve skladovacích prostorách
- Hlídání tloušťky těsta při válcování
- Identifikace nádob na potraviny
- Kontrola nádob
- Detekce polohy ventilu
- Detekce potrubních kolen
- Identifikace forem na čokoládu
- Úspěšné aplikace
- Cloudová údržba parních generátorů
- Podpora RFID umožňuje sledování a dohledávání ve výrobě potravin
- Obilný mlýn
- Decentralizované řídicí moduly v chladírně
- Sledovatelnost výroby v závodě na zpracování masa pomocí RFID
- Bezkontaktní rotační senzor ve výrobě brambor
- UHF RFID v distribučním centru na potraviny
- RFID pro výrobu čokolády
- Vstupy/výstupy pro potravinářské zařízení
- Vzdálené vstupy/výstupy pro lihovar
- RFID a tlakové nádoby
- Přehledná výroba čokolády
- Napájecí zdroje v IP67 pro dopravníky
- Identifikace ve skladu potravin
- Detekce lahví pomocí kamery
- Detekce chlazené snídaně na vícepruhovém dopravníku
- Logistika
- Tunel UHF RFID pro identifikaci zboží na dopravních pásech
- Předcházení uvíznutí zásilek v logistickém centru
- Kontrola výšky a 3D prostorové monitorování autonomních vysokozdvižných vozíků
- Decentralizované řízení dopravníkových modulů
- Sledování pytlů Big Bag pomocí RFID
- Detekce vzdálenosti u kontejnerových jeřábů
- Řízení přístupu do chráněných oblastí
- Decentralizovaný muting elektricky citlivých ochranných zařízení
- Blokové I/O moduly ovládají válečkové dopravníkové moduly
- Kontrola nádob
- Rychlá detekce tagů ve skladových branách
- Detekce jednotlivých výrobků pomocí UHF RFID
- Prediktivní údržba na dopravníkových pásech
- Detekce přepravních kontejnerů
- Detekce hladiny v nádobách
- Identifikace kryokontejnerů
- Identifikace mobilních kontejnerů pomocí ručních zařízení
- Identifikace nádob na potraviny
- Tier 1 – Identifikace nárazníku
- Sledování stavu ve skladovacích prostorách
- Ochrana proti kolizi na kontejnerových nakladačích
- Úspěšné aplikace
- Efektivní vychystávání objednávek pomocí systému Pick-to-Light
- Efektivní řešení pro digitalizaci dopravníkové techniky
- Logistika: RFID snižuje chybovost o 99 procent
- RFID: návratnost investic dosažena po třech zabráněných chybách při doručování
- Spolehlivé řízení AGV pomocí kompletního řešení založeného na senzorech
- Efektivní navigace nákladních vozidel v omezeném manévrovacím prostoru
- Udržitelné sledování RTI díky RFID
- Řešení RFID pro bezchybnou logistiku materiálu
- RFID s režimem HF bus usnadňuje skladování osiva
- Pick-by-Light zrychluje manuální logistiku o více než 60 procent
- Řešení Pick-by-light usnadňuje montážní procesy
- RFID umožňuje bezobslužný obchod na velké stavbě
- I/O a bezpečnostní moduly zvyšují propustnost v intralogistice
- Sledování zásilek surovin
- Řešení sledování na bázi RFID pro minimalizaci chyb při nakládání
- Sledování příchozího a odchozího materiálu pomocí RFID
- Decentralizované UHF RFID řešení
- Bezkontaktní rotační senzor ve výrobě brambor
- Decentralizované řídicí moduly v chladírně
- Řízení rychlosti pomocí radarového senzoru QT50
- Napájecí zdroje v IP67 pro dopravníky
- Modulární dopravníkový systém
- RFID řešení pro sklad
- RFID Guides AGV in Suspension Production
- RFID identifikuje léčiva
- UHF RFID v distribučním centru na potraviny
- Autonomní parkovací asistence pro nákladní automobily
- Mobilní zařízení
- Detekce zvířat a objektů na kombajnu
- Senzor monitorování stavu automatizuje ovládání klimatizace
- Automatická kompenzace sklonu
- Distribuční kabely pro mobilní postřikovače
- Měření úhlu na postřikovači
- Sledování toku materiálu na kombajnu
- Určení úhlu ramene
- Osvětlení pracovního prostoru na požárních vozech
- Dvouosé měření náklonu na kombajnu
- Ochrana proti kolizi na kontejnerových nakladačích
- ÚSPĚŠNÉ APLIKACE
- Řešení RFID s chytrými vysokozdvižnými vozíky v automobilové výrobě
- Bezpečná údržba zavlažovacích a odvodňovacích čerpadel na dálku
- Řízení přístupu pomocí RFID systému
- Selektivní sklízeč chřestu
- Měření polohy pomocí RFID a rotačního snímače
- Regulace rychlosti pomocí radarového senzoru QT50R
- I/O moduly na super jachtě
- Enkodér bez opotřebování na bagrovací lodi
- I/O pro snížení prašnosti
- Chlazení měničů
- Rychlé rozpojení
- Automatizační řešení pro extrémní zimu
- Vzdálené vstupy/výstupy pro jeřáby
- Robustní zvedání těžkých kovů
- Snímání polohy vozíku horské dráhy
- Mobilní strojní zařízení
- Přesné nastavení výšky
- Snímání kritického úhlu
- Úhlový senzor detekuje plošinu
- Ropa a plyn
- Balící průmysl
- Decentralizovaná RFID kontrola balení
- Identifikace tiskových barevných kazet
- Spolehlivý provoz strojů
- Kontrola nádob
- Sledování víček na plnících linkách
- Sledování výměnných procesů
- Identifikace testovaných lahví
- Hlídání množství kávových zrn
- Detekce hladiny v nádobách
- Detekce přepravních kontejnerů
- Úspěšné aplikace
- Farmaceutický průmysl
- End-to-End sledování vzorků pomocí RFID
- RFID kontrola trubkových spojení v Ex oblasti
- Decentralizovaná kontrola balení
- Automate Modular Skids
- Farmaceutické výrobní moduly s decentralizovanou I/O technologií
- Oddělení signálů v modulárních buňkách v Ex prostředí
- Řízení ventilů
- Sledování čtvrtotáčky aktorů
- Detekce potrubních kolen
- Vzdálené I/O signály
- Plánování a konstrukce dopravníků
- Snadné připojení senzorů
- Identifikace kryokontejnerů
- Identification of Mobile Containers
- Identifikace mobilních kontejnerů pomocí ručních zařízení
- Identifikace hadicových přípojek pro prekurzory
- Identifikace připojení hadic v sterilních prostorech
- Identifikace připojení hadic v EX zóně 1
- Identifikace velkých pytlů a bioreaktorů
- Identification of Single-Use Applications
- Úspěšné aplikace
- Polovodičový průmysl
- Ověření elektronického značení
- Počítání integrovaných obvodů
- Kontrola dvou čárových kódů
- Kompaktní bezpečnostní řízení
- Zabezpečení malých přístupových bodů
- Detekce lepidla na sestavě desek plošných spojů
- Detailní inspekce mobilních elektronických zařízení
- Kontrola čipů v přepravních pouzdrech
- Přítomnost a orientace čipů umístěných v zásobnících
- Detekce pevných disků
- Multiproduktová světlem naváděná montážní stanice
- Indikace FOUP procesů
- Ochrana malých přístupových bodů
- Success Stories
Select Country
Turck worldwide