
Monitorování koncentrace chladiva s HMI TX513
Systém pro přípravu maziva pro centrální chlazení čtyř frézovacích center u dodavatele automobilových dílů Ovalo GmbH - řízený a vizualizovaný pomocí programovatelného HMI TX513 od společnosti Turck.
Integrátor RobMation GmbH nainstaloval centrální chladicí mazací zařízení pro CNC stroje u dodavatele autodílů Ovalo GmbH. Zatímco HMI TX513 Codesys od společnosti Turck řídí zařízení a vizualizuje proces, modulární systémy BL20 I/O spojují akční členy a senzory přes Profinet. Díky různým rozhraním, které poskytuje TX513, stejně jako multiprotokolové ethernetové brány BL20, je RobMation schopen minimalizovat počet variant zařízení, které musí být na skladě.

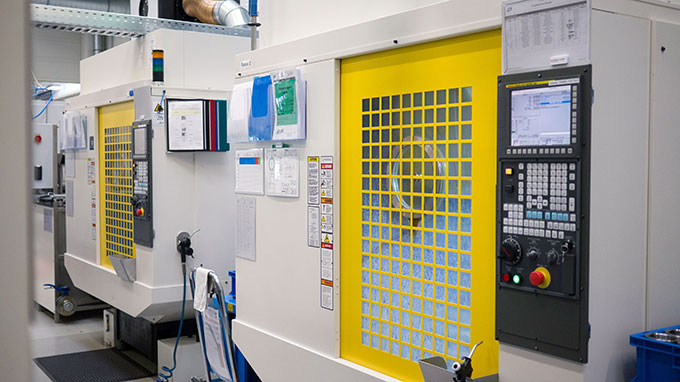
Centrální mazací systém zásobuje čtyři obráběcí centra chladivem (KSS) - řízeným pomocí HMI TX513

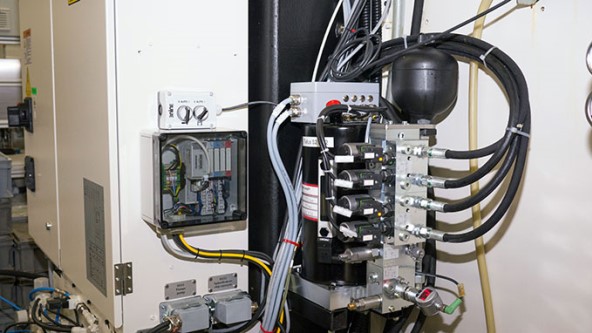
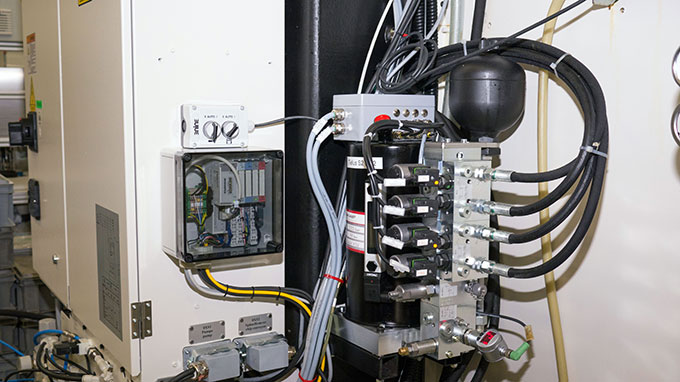
Sud obsahující Robsol (chladící koncentrát KSS) je umístěn za zadní stranou stroje

Komunikace s jednotkami KSS čtyř strojů je realizována přes Profinet

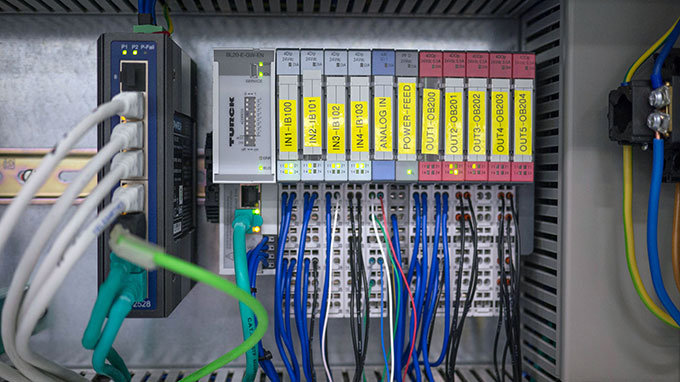
Centrální I/O stanice BL20 předává všechny signály přes Profinet do HMI TX513
Všechna čtyři obráběcí centra jsou vybavena bránami BL20

Thomas Schulz, RobMation GmbH






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
CNC stroje, frézovací systémy, obráběcí centra a všechny typy obráběcích strojů pro zpracování kovů musí být vybaveny trvalým mazáním. Každý stroj má obvykle svůj vlastní systém přívodu chladicího maziva. Tento systém je naplněn koncentrátem chladiva KSS, který se zředí vodou pro použití v procesu. Toto je úkol, který je někdy z časových důvodů opomíjen a může se prodražit, pokud stroj začne vyrábět zmetky.
Automatizované zpracování chladicího maziva
Aby se tomuto problému zabránilo, vyvinul RobMation GmbH, systémový integrátor a specialista na „automatizovanou výrobu“ se sídlem v Baesweiler poblíž Aachenu, centrální systém pro úpravu chladicích maziv. Senzory zde určují koncentraci, čistotu, hladinu náplně a teplotu chladicího maziva. Tato data používá řídicí jednotka k odstranění nebo přečerpání chladicího maziva z nebo do obráběcích strojů v závislosti na jejich kvalitě. Použité chladivo KSS je čerpáno z CNC do centrálního zpracovatelského stroje. Koncentrát a voda se potom přidají k úpravám ve zpracovatelském stroji. Tepelné výměníky regulují teplotu. Náklady na tuto centrální zpracovatelskou stanici se vrací velmi rychle, protože může přímo obsluhovat čtyři připojené obráběcí stroje.
Autonomní, univerzální HMI řízení
Pro provoz centrálního mazacího zařízení bylo vyžadováno samostatné řízení, nezávislé na připojených obráběcích strojích. Integrátor proto hledal samostatný a flexibilní řídící systém s integrovanou vizualizací. Ten měl být namontován do centrálního mazacího zařízení za účelem jeho ovládání a zobrazení histogramů spotřeby chladicího maziva a stavu všech čtyř připojených strojů. Leon Heuschen, zákaznický poradce ve velkoobchodech EGU, navrhl HMI TX513 od společnosti Turck pro řízení centrálního mazacího zařízení. HMI je vybaven moderním programovacím rozhraním Codesys 3 a několika ethernetovými a sériovými rozhraními.
HMI komunikuje přes Profinet s komunikačními bránami BL20, které jsou umístěny v rozvaděči na každém ze čtyř CNC strojů. Senzory a akční členy, které měří a regulují stav chladicího média KSS v CNC strojích, jsou připojeny k místním bránám BL20. I/O moduly BL20 pomáhají systémovému integrátoru snižovat nároky na zapojení při instalaci.
Snížení nákladů, zvýšení produktivity
Kromě spotřeby chladiva KSS se také snižují provozní náklady, neboť zaměstnanci již nemusí trávit čas kontrolou a doplňováním. Nekompromisní trvale vysoká kvalita produktu je však mnohem významnější, protože je zabráněno kolísání kvality chladiva KSS s různými teplotami nebo kontaminací. Zvyšuje se produktivita a spolehlivost strojů.
- Témata & Technologie
- Bezpečnost strojů
- Brána pro sledování majetku s Cloud ID
- Brána pro sledování majetku se SNAP ID
- Codesys
- Ethernet v Ex prostředí
- IO-Link
- Modulární stroje
- Module Type Package - MTP
- Monitorování stavu
- Multiprotokolový Ethernet
- Pick-to-Light
- Polní logický kontrolér (FLC)
- Profinet
- Průmysl 4.0
- Průmyslový cloud
- RFID
- Snap Signal
- TAS - Platforma služeb IIoT
- Udržitelnost
Select Country
Turck worldwide